


橋梁やドーム球場のような建築物の大型化により、BHの母材も、より長く、ウェブ・フランジともより厚くなってきています。これらのBHには、より深く溶接するフルペネ(完全溶込)溶接の技術と、一度の溶接で仕上げるワンパス技術で、完璧なまでのビード(溶接線)を描く高品質な溶接が求められています。独自で開発した「ジャンボガルウィング(ワンパスフルペネ溶接装置)」ならば、母材長24メートルまで、デプス200mm~3,200mm、フランジ幅125mm~1,000mm、最大重量20,000kg/本までの超大型BHを製作することが可能です。
桂スチールでは、母材の条件にあわせて「ジャンボガルウィング」「ガルウィング」「バッファロー」など複数種のSAW溶接装置を現在使い分けています。これらを使って、隅肉、パーシャル(部分溶込)、フルペネ(完全溶込)による溶接方法で、高品質を得るには「電流(溶込深さ)」、「電圧(ビード巾)」、「速度(溶着金属量)」の三つの基礎条件が整う必要があります。《H.I=E(V)×I(A)×60÷V(Cm/分)》で割り出される入熱量の管理が適切に行わなければならないのです。
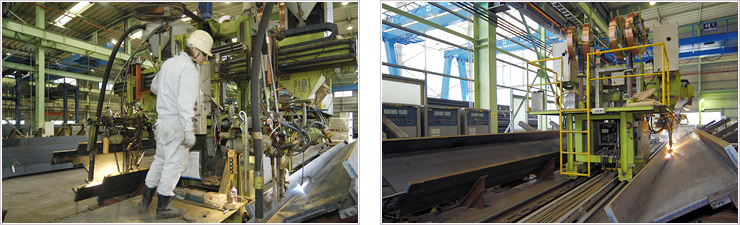
良質で安定した品質を得るには、電圧、電流、速度をいかに装置に安定供給するかが肝要となります。桂スチールの技能工は、長年培った経験により、緻密な操作と流れるような効率的作業を確立。溶接品質の保証体制として、新型SAW溶接装置の導入にあわせて技術力を高めています。
◆SAW溶接設備
| 種類 | 名称 | 台数 |
| 高速自動溶接装置 | ガルウィング | 5基 |
| ジャンボ・ガルウィング | 3基 | |
| バッファロー | 4基 | |
| 合計 | 12基 | |
全設備に置いて、高速での隅肉溶接およびフルペネ溶接が可能です。
溶接電源は、設備1基につき6台を使用しています。
Copyright© KATSURA STEEL All Rights Reserved.